
公司简介
烟台瀚青电气自动化有限公司是一家专注于工业自动化高科技控制系统的设计、安装、调试及工业自动化产品的生产、代理、销售、传动电气产品维修的高科技公司。公司以专业的技术团队为基础,结合在工业自动化领域的深厚积累,以快速实现客户定制化解决方案为目标,实现企业价值、员工价值与客户价值的共同成长。PLC案例
变频器案列
CTSC-200系列PLC在挤出机中的应用
塑料挤出机由挤压系统、传动系统和加热冷却系统组成;而挤出机组的电气控制大致分为传动控制和温度控制两大部分,采用PLC实现对挤塑工艺包括温度、压力、螺杆转速、制品冷却和外径的控制,以及牵引速度、切割或者收盘控制。
一、工艺介绍及工作原理
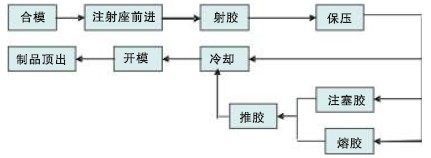
产品的厚度或者管壁厚度是通过改变主机速度和牵引速度比来进行调节的。
二、电气控制方案
温度控制:整个设备有22路温区,其中机筒5路,模具15路,熔体温度一路,合流芯温度一路。其中机筒部分需有加热和冷却功能,模具部分和合流芯温度只需加热功能,熔体温度只需测量实际温度。
转速控制:需要2路模拟量输出控制主机和牵引机的转速。
模拟量测量:需要4路模拟量分别测量主机电流,主机转速,熔体压力和牵引电流。
数字量输出:控制主机启动温区的加热冷却等信号输出31路。
数字量输入:编码器输入,各路报警信号等13点输入。
【主要控制功能】
序号 设备型号 品牌 订货号 数量 1 CPU226L(24DI/16DO) CO-TRUST CTS7 214-1AD33-0X40 1 2 EM231 8AI*PID温控模块 CO-TRUST CTS7 231-7HC32 3 3 EM231 8AI*16BIT模拟量模块 CO-TRUST CTS7 232-0HF32 1 4 EM232 4AQ*12BIT模拟量输出模块 CO-TRUST CTS7 221-1BL32 1 5 EM222 32DO*24VDC数字量模块 CO-TRUST CTS7 222-1BL32 1 6 KP10H 10寸操作面板 CO-TRUST CTS6 K10-CH10 1
· 操作屏可监控整个生产线的运行,主机和辅机控制系统又可单独运行;
· 可实现机头压力闭环控制确保制品的质量;
· 主螺杆、喂料和牵引变频器可方便实现同步调速;
· 温度控制采用模块内部自带高性能的PID算法,机筒温度区采用加热和冷却控制方式(抽冷和风冷),使温度控制的动态和静态性能都达到理想的效果;
· 具有主螺杆保护程序,可防止误操作而损伤主螺杆;
· 实现管材壁厚控制,节约材料;
· 可存储100多组工艺参数配方,如主螺杆、喂料和牵引速度的设定值、各温度区的低温和高温设定值、保温时间、上料时间和切割延时时间等重要资料
· 故障报警功能,可显示故障原因、故障位置、故障发生时间及故障排除方法、并可存储500条历史报警记录;
· 可实时显示各温度区的温度曲线,机头压力曲线等;
· 可以实现多台挤出生产线联网,集中控制。
【组成特点】
· 系统容量大,如果采用温度与动作分离的实现方案,则系统最大可扩展到40个温区 ;
· 性价比更高,用小型机的投资实现了中型机的控制规模,大大降低了系统成本;
· 人机界面采用大屏幕色彩液晶显示,可以方便地对整个设备进行监视及操纵,而且美观大方;
· 调速部分采用变频调速装置,控制机筒压力恒定,可以确保基础设备各部分运行的平衡与同步;
· CTSC-200的PID温度控制模块集成了只能温控算法,使编程更简单,温度控制精度更高,温度采集采用隔离技术,抗干扰能力更强。
· 可以通过多台PLC联网的方式,满足多台挤出机的生产线。
【使用的应用场合】
此系统适用于各类挤出机生产线的控制,包括
· 型材生产线
· 单臂、多壁、及发泡管材生产线
· 板材及发泡板材生产线
· 片材生产线
· 单层及多层吹膜生产线
· 造粒生产线
三、总结
挤出机作为塑料生产线的核心设备,其控制系统主要以温度控制为主,而且温区比较多,无论数字量还是温度测量都需要点数比较大的系统才能实现。
采用CTSC-200的PID温度控制模块,不仅满足了系统22个温区控制的硬件要求,其内部还集成了智能温控算法,使整个系统的温度控制编程变得非常简单。在机器实际运行调试时,还可以通过HMI设备,对各个温区的PID参数进行调整,十分方便,使各个温区的温度控制都能达到良好静态性能和动态性能。CTSC的4AI模拟量输入模块和4AQ模拟量输出模块实现了对电机转速的精确控制。
