
公司简介
烟台瀚青电气自动化有限公司是一家专注于工业自动化高科技控制系统的设计、安装、调试及工业自动化产品的生产、代理、销售、传动电气产品维修的高科技公司。公司以专业的技术团队为基础,结合在工业自动化领域的深厚积累,以快速实现客户定制化解决方案为目标,实现企业价值、员工价值与客户价值的共同成长。PLC案例
变频器案列
普传PI7800系列变频器应用于铸钢设备
普传PI7800系列变频器应用于铸钢设备
前言
钢铁工业耗电量极大,中国电工产品耗电约占全国总发电量的70%,而冶金系统年耗电量约占全国发电量的9.3%左右,驱动的电动机
占很大一部分,其中要求调速的占80%以上(据统计,钢铁工业要求调速的电动机从数量上说约为20%,而容量上说却占80%),故
其有效操作和节能降耗是至关重要的。
钢铁工业产量大、经济效益大,要求作业率高。如板带热连轧厂年产量大都超过 600 万吨,稍有故障停车,损失就很大,故提高作业
率极为重要。钢铁企业使用的电动机有直流电动机和交流电动机,由于许多要求调速的生产机械对电气控制系统有一定的要求,如调
速范围、动态响应、静差度等,过去直流电动机一直占主导地位,但直流电动机有一系列缺点,如结构上有换向器及电刷使日常维护
量增加、电刷与整流子经常产生火花而要求安装环境较好及不能用于易燃易爆场所、与同容量交流电动机比体积和重量及转动惯量都
较大、价格也较高、效率比交流电动机低2 至3%等,交流电动机则无直流电动机的缺点,维护量较少,作业率较高。特别是近十多年
随着电力电子和微电子技术发展及现代控制理论应用,使交流调速迅速发展,其调速特性与直流调速性能完全一样甚至超过,完全可
代替直流电动机及其调速系统。
一、传统的调速方式及分析交流调速有多种方法(异步电动机的变极调速、调压调速、转子串电阻调速、电磁转差离合器调速,液力耦合器调速、机械差动调速、
变频调速等),但主流是变频调速。变频调速的变频电源有旋转变频机组和静止变频装置。前者由异步或同步电动机—直流发电机和
直流电动机—同步发电机两套机组组成。后者则由电力电子器件和微电子器件组成,无可动部分。
由于旋转变频机组设备庞大、有可动部分、维护量大、效率低和性能差,故已被静止变频装置代替。现在所指的变频调速是指静止变
频调速装置(变频器)。据统计使用静止变频调速以后,可节电1 至3%。因此交流电动机驱动和变频调速在钢铁厂已广泛应用,特别
是新建的机组,甚至大功率(单机达10,000 千瓦)、要求严格的带钢热连轧机也使用交流电动机驱动和交流调速。变频调速经济效益
高。
二、变频器在铸钢设备的应用目的,使工艺要求严格、技术复杂、产量大的热轧板带轧机工厂实现全交流化变频调速。事实上钢铁工业全交流化调控早就开始尝试,
冷板带连轧机、中厚板轧机、线棒轧机、型钢轧机、钢管轧机包括主、辅传动等,很多环节都相继使用过交流变频调速。
本次着重介绍的是普传变频器应用于钢条传送系统——电机带动传送轮夹住钢条完成各项工序,该负载属于较重型负载。

现场对变频器的性能的要求:
(1)在低频时有较大转矩
(2)能抗击大电流冲击
(3)外接电位器控制
电机传送钢条过程中,现场机械部分润滑性不是很好,要求在负载突然加大的情况下避免过流报警,也不能出现电机运转变慢,所
以要综合调整参数。


现场应用 PI7800 250G3 250KW两台, PI7800 160G3 160KW一台,共3台变频器。
碰到的几个问题:
1、客户为了提高电机的转矩,常把变频器的转矩提升参数(或最低输出电压)调到很高!这样变频器的启动电流会很大,经常
跳“过流”,也容易损坏模块!转矩提升应适当,可慢慢调上去并观察电流大小。
2、也不能调低基本频率,国内电机设计基本频率是50HZ,当变频器的基本频率调小后,虽然可提高转矩,但电流急升,对变
频器及电机都会造成伤害!!
因此,为避免报警,一般主调加速时间,转矩提升和基本频率适当调整为辅。
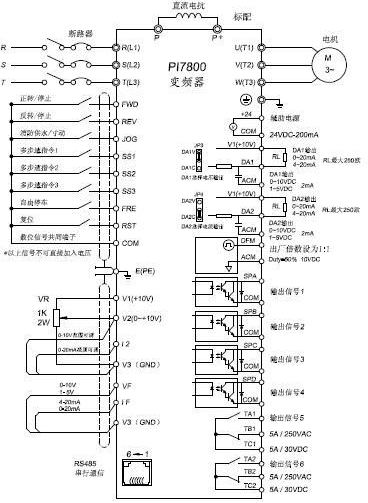
电气接线图,参数设置(附现场变频器实物图):
简易外接元件接线,无电路图。
F04=1 V2 端子控制变频器的运行频率;
F05=1 键盘+端子控制变频器运行、停止
F69 中:
O06=3, DA1检测实际电流
O07=4, DA2检测输出电压
O17=1, 输出信号5 选择故障报警
O18=8. 输出信号6 选择有命令运行状态
三、保养维护
该现场,灰尘大,铁屑四溅,容易造成如散热器积尘堵塞、电路板太脏、散热硅脂失效等。
无法起到散热作用,需要客户经常进行清扫,或者能够改善现场环境。(见图)
