
公司简介
烟台瀚青电气自动化有限公司是一家专注于工业自动化高科技控制系统的设计、安装、调试及工业自动化产品的生产、代理、销售、传动电气产品维修的高科技公司。公司以专业的技术团队为基础,结合在工业自动化领域的深厚积累,以快速实现客户定制化解决方案为目标,实现企业价值、员工价值与客户价值的共同成长。PLC案例
变频器案列
普传PI9000变频器在拉丝机上的应用
普传PI9000变频器在拉丝机上的应用
前言
拉丝机是金属线材加工及电线电缆行业的主要设备之一, 主要是将金属线材加工成各种规格细线,一般由放线、水冷、收线及排
线等部分组成,其中电气传动部分主要由放线电机和收线电机及排线电机实现。从产品规格来区分拉丝机可以分为大拉机,中拉
机,小拉机,微拉机;从生产工艺来区分可以分为水箱式,滑轮式,直进式等主要的几种。随着变频技术的不断推广,变频器已
越来越多被用于拉丝机上。拉丝机属于恒转矩负载。其特性要求变频器的起动转矩大、 低速可以达到满载输出、 同时要求能够实
现多台高精度比例联动控制。 “普传科技”新推出的PI9000系列高性能电流矢量型变频器,完全可以适拉丝机特点要求、很好的满
足在拉丝机上的使用。
一、拉丝机工艺简介
对于不同的要求、不同的精度规格、不同的金属物料,可选择不同形式的拉丝机。电线电缆生产企业,双变频控制的细拉机应用比
较广泛,相对而言,其要求的控制性能也较低;而对大部分钢丝生产企业,针对材料特性,其精度要求和拉拔稳定度高,因此使用
直进式拉丝机较多。尽管拉丝工艺不同,但其工作过程基本相同。
● 放线: 金属丝的放线,对于整个拉丝机环节来说,其控制没有过高的精度要求,大部分拉丝机械, 放线的操作是通过变频器驱
动放线架实现的, 但也有部分双变频控制的拉丝机械,甚至直接通过拉丝环节的丝线张力牵伸送进拉丝机,实现自由放线。
● 拉丝: 拉丝环节是拉丝机最为重要的工作环节。不同金属物料,不同的丝质品种和要求, 拉丝环节有很大的不同, 文章的后面
将详细说明水箱式拉丝机与直进式拉丝机具体操作过程。
● 收线: 收线环节的工作速度决定了整个拉丝机械的生产效率, 也是整个系统最难控制的部分。在收线部分,常用的控制技术有
同步控制与张力控制实现金属制品的收卷。
二、现场改造案例
案例 1 深圳某电线电缆有限公司是家专业从事研发、生产电线电缆的现代化企业。
主要是加工线材铜芯从 0.75mm2到几十 mm2不等。该公司主要生产过程是由采购来的铜材生产厂家生产的标准线材经过拉丝机的
拉拔处理, 使线材的直径、 圆度、 内部金相结构、表面光洁度和矫直度都达到标准原料处理要求。 拉丝机预处理的质量直接关系
到成品电缆的产品质量。生产示意图,见图一。
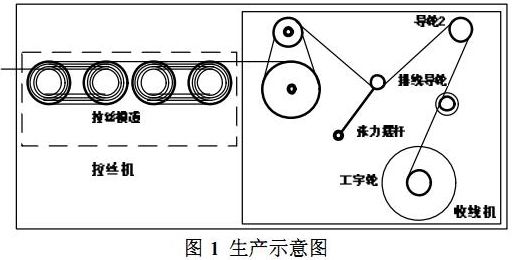
拉丝机通常是通过盘到盘经过拉丝模对线材的直径或形状进行改变, 以活动需要的直径或形状。线材进入拉丝模时要进行润滑,拉
丝模上有专用的冷却(通常是用水冷夹套冷却)。
收盘机提供动力。

根据以上特点,我司为客户选择了PI7800 037G3 型变频器,利用变频器端子控制正反转,电位器调节速度的快慢,控制方法简单
灵活,变频器具体参数设置如下:
F04=1 变频器频率有外接电位器接入;
F05=3 变频器的运行控制有端子开关控制。
案例2 巩义一拉丝厂水箱式双变频粗拉丝机上使用。
该厂拉丝机构造特点与主要性能参数:
构造特点:1、拉丝机以132KW为牵引力,变频调速。
2、拉丝方式:滑动式连续拉丝。
3、传动方式:采用SPC窄V带传动,其余采用机械齿轮传动。
性能参数:1、入线线径:Φ8mm。
2、出线线径:Φ1.3---Φ3.0mm。
3、最大机械速度:15m/s。
4、最多拉伸道数:13。
5、冷却方式:循环水冷。
6、调速方式:变频调速。
该厂拉丝机机组工作原理:
1、旋臂式放线架:由37KW电机驱动,旋臂可以90度旋转。2、拉线主机与收线:本机采用卧式三轴,两组塔轮(鼓轮)、一组导轮及定速轮布置,箱式结构分为前后两室,前室有装有拉丝
塔轮、导轮和模架座等,后室为传动齿轮变速箱,前后两室设有隔层油封,使润滑油与冷却液不会混杂;所有传动齿轮采用圆柱
斜齿轮传动;拉拔形式为单侧拉拔,拉丝配模工艺采低滑动率,冷却方式为循环水冷;拉丝主电机为132KW,由变频调速控制,
速度可在0--500m/min内实现无级调速。为使收线速度与拉丝速度保持同步,收线由主拉电机通过机械齿轮传动实现同步收线。

该水箱拉丝机的工艺要求:
1、低频点动穿线时,要有足够的力矩,响应速度快,无抖动发颤的现象。
2、主机起停时绝不允许发生断线的现象,如出现断线故障应迅速报警且紧急停车。
3、在正常运行过程中运行平稳。
4、停机时保持同步不断线。
电气控制原理图如下:

PI9200参数设置及详解:
放线电机参数设置方法:
F0.00=0(无PG失量控制,电机参数输入到b0参数组后,b0.27设为1后按RUN键运行,静止学习一下)
F0.11=1(端子台控制)
F1.00=1(DI1端子启动运行信号)
F0.03=4(面板电位器调速)
F0.13=30(加速时间)
F0.14=10(减速时间)
主机电机参数设置方法:
F0.00=0(无PG失量控制,电机参数输入到b0参数组后,b0.27设为1后按RUN键运行,静止学习一下)
F0.11=1(端子台控制)
F1.00=1(DI1端子启动运行信号)
F1.02=4(DI3端子点动运行信号)
F0.03=4(面板电位器调速)
F0.13=30(加速时间)
F0.14=5(减速时间)
F7.00=10(点动运行频率,穿模时使用脚踏开关点动频率)
F7.01=5(点动加速时间)
F7.02=5(点动减速时间)
采用失量控制来满足低频有足够大的力矩, 点动穿模时要有足够的力矩, 响应速度快,无抖动发颤的现象。设备在高速拉成细丝
时有时会断丝,断丝之后重新熔接之后,由于收卷已卷收了好多细丝再重新启动时要低频时较大的力矩。
两台9200变频器面板外引到操作台上,可根据生产的需要监视相关参数及变频器运行状态,及方便面板电位器调速。控制电路中
有计米开关,当收卷收到一定的米数时计米开关会自动断开, 放线与主机电机停机。 为防止断线在正常生产是时操作工会把放线
电机运行速度调成大于主机运行速度。 断线检测开关当检测到有断线时断线检测开关会自动断开,放线与主机电机停机。
客户反映PI9200变频器用在该水箱拉丝机上运行平稳,低频有足够大的力矩,无断线情况。图四,拉丝机改造现场。
